先日組み立てたRD300の切削テストを行いました。

最終工程に近い方から遡りながら、サンプルを使って一つずつ確認していきます。
1. サンプルのNCプログラムで切削。組み立てや材料の設置方法に問題がないか確認。
2. サンプルの形状データをCAMソフトに読み込み、切り込み量など設定して、NCプログラムを書き出す。1と同様に切削加工を行う。
3. CADソフトでオリジナルの形状を作成し、stlファイルとして書き出し。1,2と同様に作業を進める。
1.既存のパスデータで切削
メーカーが配布しているサンプルファイルを、CNC制御ソフト「USBCNC」に読み込ます。サンプルはユーザーページから説明書などと一緒にダウンロードできます。

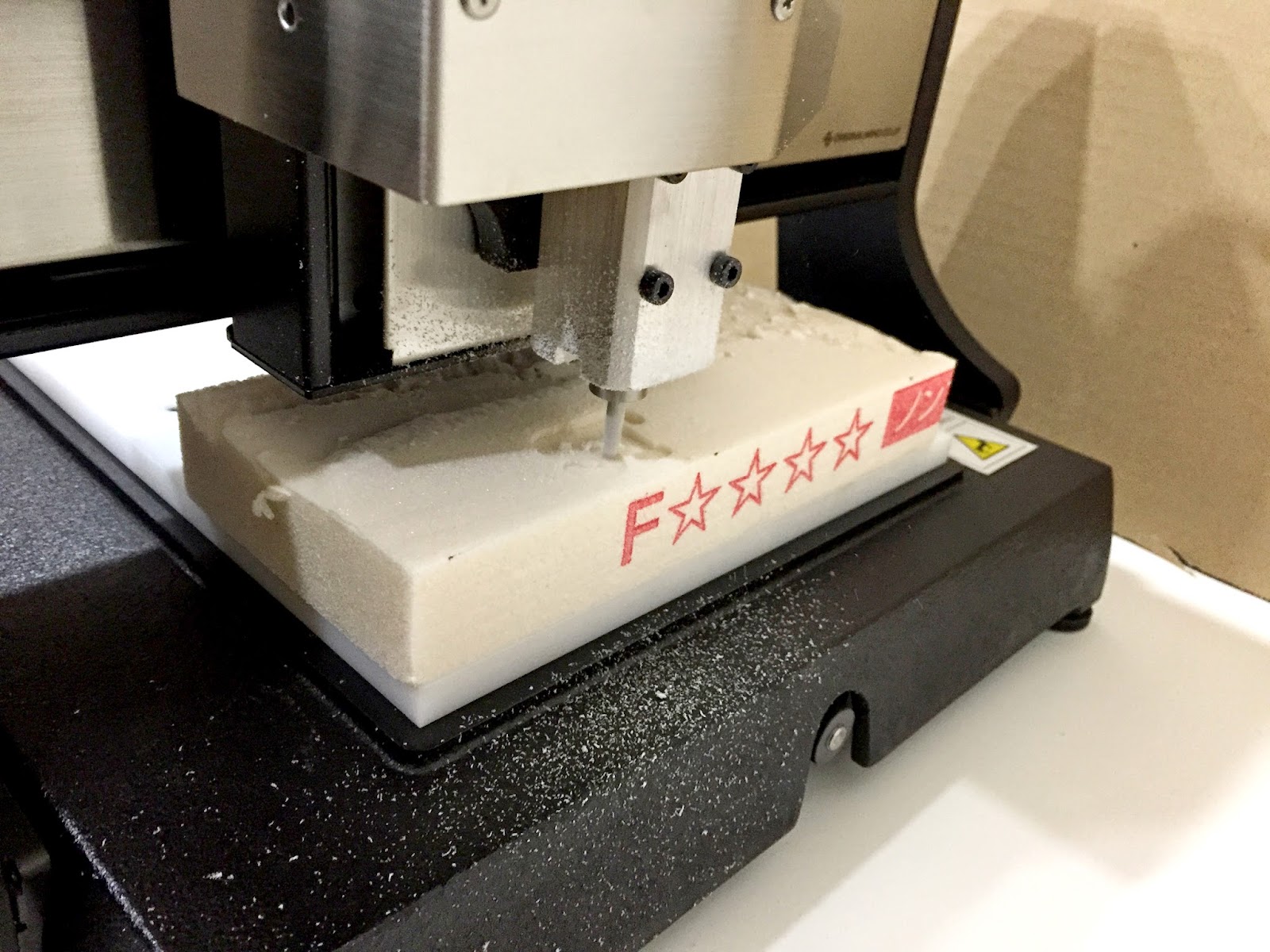
万一、想定外の挙動をしても、本体やエンドミルにダメージが少ないように、素材はスタイロフォーム、エンドミルは持っている中で一番太いφ5mmを使用しました。スタイロを両面テープで台座に貼り付け、エンドミルの高さをスタイロの上面に合わせます。
いざスタート。
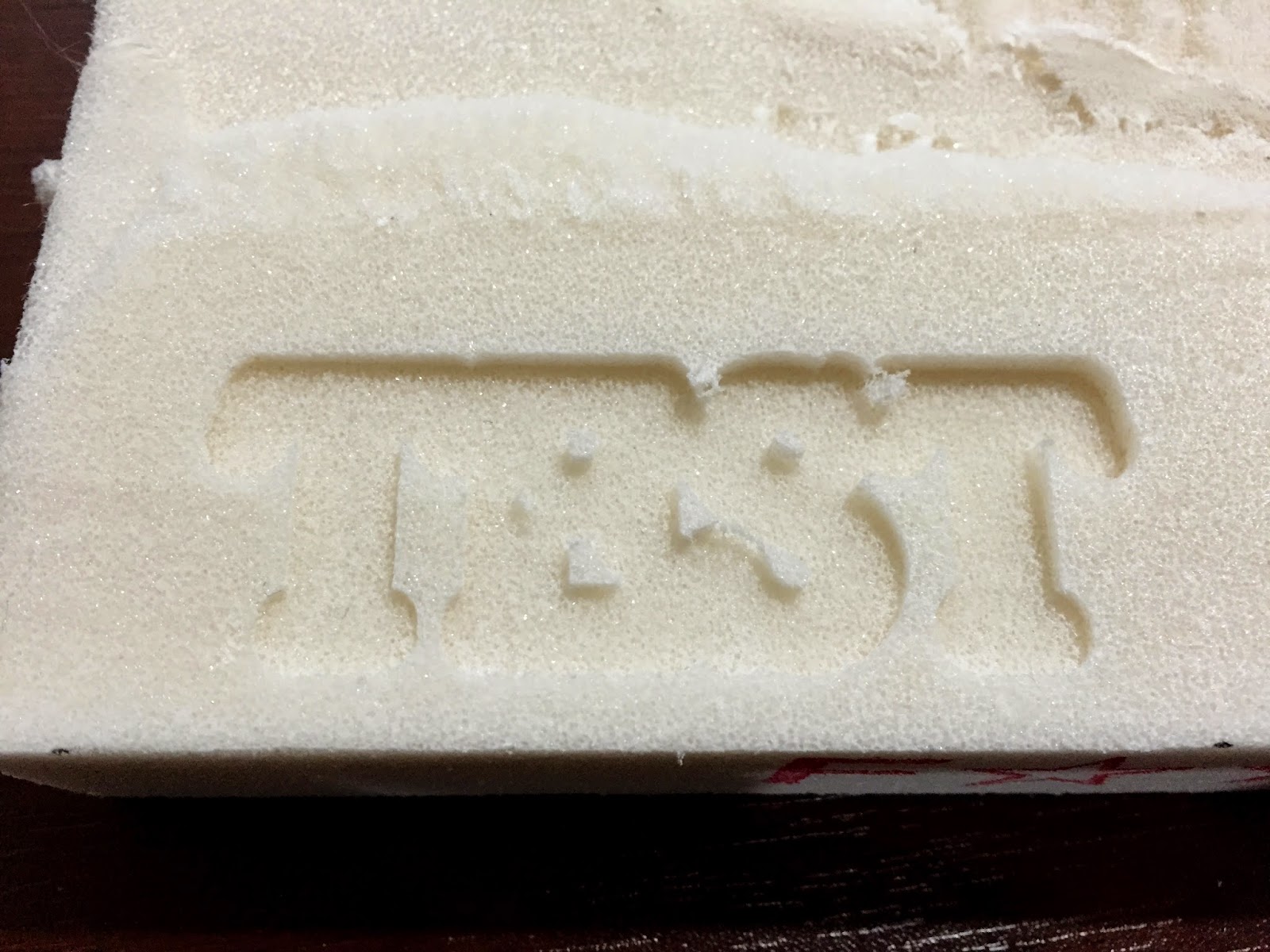
完成しました。太いエンドミルを使ったので、文字が潰れていますが、動作に問題はないようです。
2.既存の形状データで切削
次は既存の形状データを使い、NCプログラムを書き出してみます。使用するデータは、こちらのページの「STLファイルのダウンロード 」からダウンロードできます。
ダウンロードしたファイルをCAMソフト「MeshCAM」に読み込みます。CAMソフトは形状データから、切削するルートを生成します。
読み込む際に加工方法のダイアログが出ます。今回は片面だけなので「3軸加工」を選択します。

設定する項目は、Toolpath欄のアイコン7項目。
左上から、
・材料の大きさ
・両面切削の際のサポートの大きさ
・高速移動時のZ軸の高さ
・原点の位置
・最大彫り込み深さ
・データ生成範囲
・切削条件の設定
「切削条件の設定」では、荒掘りと仕上げ彫りの2段階の条件を指定できます。
荒掘りでは「切り込み量」と「切削速度」に、特に注意。
「切り込み量」は、一回で掘る深さ。多くすると時間短縮になりますが、エンドミルに負荷がかかります。
「切削速度」は、エンドミルの進む速さ。速くすると、エンドミルに負荷がかかります。
負荷がかかりすぎるとエンドミルが折れてしまうため、適切なバランスにする必要があります。
仕上げ彫りは、等高線のように同じ高さで掘っていく方法と、X,Y軸に沿って掘る方法があり、どちらか又は両方を選べます。
設定ができたら、CNCプログラムを書き出します。

先ほどど同じように、CNCプログラムをUSBCNCで読み込み、材料を固定、エンドミルの位置合わせをして切削開始。
モデリングデータと同じ形に彫れました。

3.オリジナル形状
いよいよ自分で作った形を彫ってみます。今回は、これまで使用していた機材との比較の為にYedaのデータを使いました。YedaはRhinocerosというCADソフトでモデリングしています。
エクスポートからstlを選択。ダイアログで設定を求めてきますが、標準のまま書き出します。

書き出したstlファイルをMeshCAMに読み込み、NCプログラムを書き出し。

NCプログラムをUSBCNCに読み込み、切削開始。

切削完了。仕上げ処理に不備があるものの、一応データ通りの形に彫ることができました。

今回は、サンプルファイルを使って最終工程から遡りながら、片面切削のテストを行いました。これで歯車など平面的な形の切り抜きや、凸形状の切削をできるようになりました。
次は両面切削を試してみたいと思います。
CNC関係の記事
・CNCフライス盤KitMill RD300を購入
・KitMill RD300 の切削テスト
・KitMill RD300 で両面切削

最終工程に近い方から遡りながら、サンプルを使って一つずつ確認していきます。
1. サンプルのNCプログラムで切削。組み立てや材料の設置方法に問題がないか確認。
2. サンプルの形状データをCAMソフトに読み込み、切り込み量など設定して、NCプログラムを書き出す。1と同様に切削加工を行う。
3. CADソフトでオリジナルの形状を作成し、stlファイルとして書き出し。1,2と同様に作業を進める。
1.既存のパスデータで切削
メーカーが配布しているサンプルファイルを、CNC制御ソフト「USBCNC」に読み込ます。サンプルはユーザーページから説明書などと一緒にダウンロードできます。

万一、想定外の挙動をしても、本体やエンドミルにダメージが少ないように、素材はスタイロフォーム、エンドミルは持っている中で一番太いφ5mmを使用しました。スタイロを両面テープで台座に貼り付け、エンドミルの高さをスタイロの上面に合わせます。
いざスタート。

完成しました。太いエンドミルを使ったので、文字が潰れていますが、動作に問題はないようです。

2.既存の形状データで切削
次は既存の形状データを使い、NCプログラムを書き出してみます。使用するデータは、こちらのページの「STLファイルのダウンロード 」からダウンロードできます。
ダウンロードしたファイルをCAMソフト「MeshCAM」に読み込みます。CAMソフトは形状データから、切削するルートを生成します。
読み込む際に加工方法のダイアログが出ます。今回は片面だけなので「3軸加工」を選択します。

設定する項目は、Toolpath欄のアイコン7項目。
左上から、
・材料の大きさ
・両面切削の際のサポートの大きさ
・高速移動時のZ軸の高さ
・原点の位置
・最大彫り込み深さ
・データ生成範囲
・切削条件の設定
「切削条件の設定」では、荒掘りと仕上げ彫りの2段階の条件を指定できます。
荒掘りでは「切り込み量」と「切削速度」に、特に注意。
「切り込み量」は、一回で掘る深さ。多くすると時間短縮になりますが、エンドミルに負荷がかかります。
「切削速度」は、エンドミルの進む速さ。速くすると、エンドミルに負荷がかかります。
負荷がかかりすぎるとエンドミルが折れてしまうため、適切なバランスにする必要があります。
仕上げ彫りは、等高線のように同じ高さで掘っていく方法と、X,Y軸に沿って掘る方法があり、どちらか又は両方を選べます。
設定ができたら、CNCプログラムを書き出します。

先ほどど同じように、CNCプログラムをUSBCNCで読み込み、材料を固定、エンドミルの位置合わせをして切削開始。
モデリングデータと同じ形に彫れました。

3.オリジナル形状
いよいよ自分で作った形を彫ってみます。今回は、これまで使用していた機材との比較の為にYedaのデータを使いました。YedaはRhinocerosというCADソフトでモデリングしています。
エクスポートからstlを選択。ダイアログで設定を求めてきますが、標準のまま書き出します。

書き出したstlファイルをMeshCAMに読み込み、NCプログラムを書き出し。

NCプログラムをUSBCNCに読み込み、切削開始。

切削完了。仕上げ処理に不備があるものの、一応データ通りの形に彫ることができました。

今回は、サンプルファイルを使って最終工程から遡りながら、片面切削のテストを行いました。これで歯車など平面的な形の切り抜きや、凸形状の切削をできるようになりました。
次は両面切削を試してみたいと思います。
CNC関係の記事
・CNCフライス盤KitMill RD300を購入
・KitMill RD300 の切削テスト
・KitMill RD300 で両面切削